Optimierte Prozesskette zur ressourceneffizienten Methanolsynthese - OptiMeOH
Methanol bietet sich aus verschiedenen Gründen als Produkt einer biomassebasierten Wertschöpfungskette an. So betrug der weltweite Bedarf an Methanol 2013 ca. 60 Mio. Tonnen [2]. Methanol ist vielseitig einsetzbar und wird meist als Chemierohstoff stofflich genutzt. Wesentliche Produkte aus Methanol sind u. a. Formaldehyd, Essigsäure und Methylmethacrylat. Darüber hinaus ist Methanol auch als Kraftstoff in Verbrennungsmotoren oder in Brennstoffzellen einsetzbar. Das Ziel des Verbundprojekts ist die Entwicklung einer innovativen Prozesskette zur Synthese der C1-Basischemikalie Methanol bei Verzicht auf fossile Rohstoffe oder ausschließlich unter Verwendung von zwangsweise anfallenden Nebenprodukten. Hierzu sollen ein neuartiger Biomasse-Umwandlungsprozess (Druckfermentation) und ein innovatives Reaktorkonzept zur
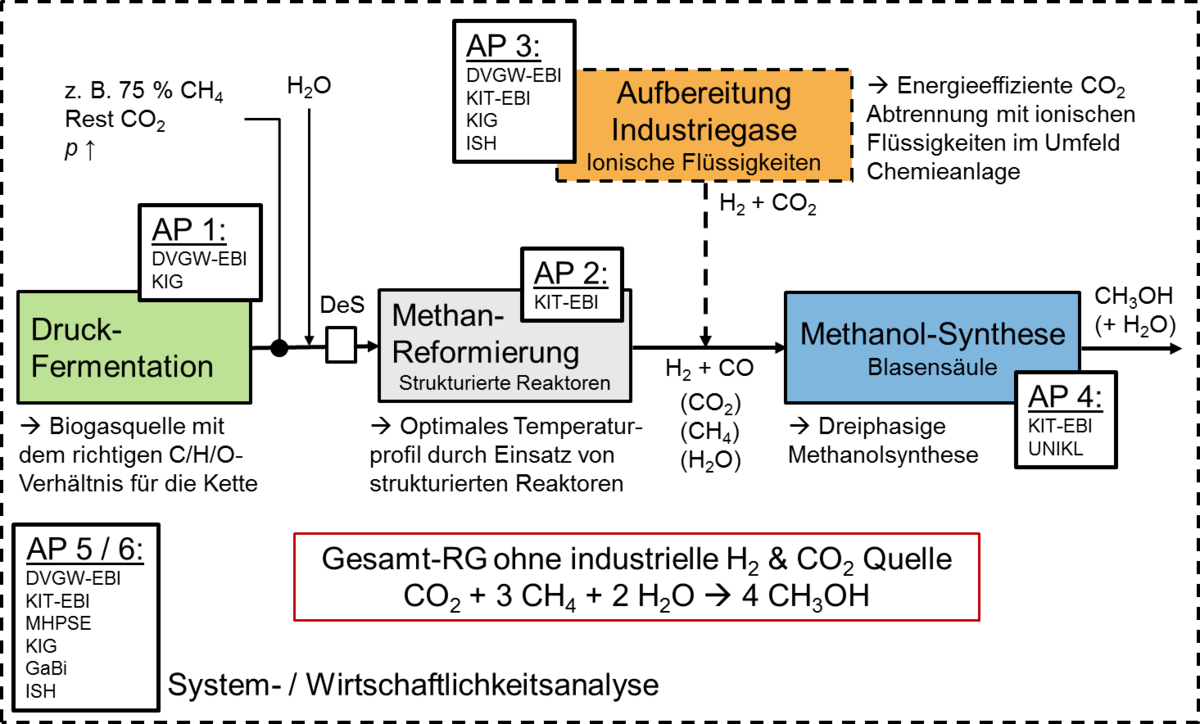
Methanolsynthese (Blasensäulen-Methanol-Synthese) theoretisch und experimentell untersucht und für weiterführende System- und Wirtschaftlichkeitsbetrachtungen miteinander verschaltet werden. Als Bindeglied ist eine an die speziellen Erfordernisse der Prozesskette angepasste Synthesegaserzeugung (Methanreformierung) vorgesehen, die zur Erweiterung der Rohstoffbasis auch die Möglichkeit der anschließenden Einbindung von in Industrieprozessen anfallenden Nebenprodukt-Gasströmen nach deren Aufbereitung (Aufbereitung Industriegase) beinhaltet. Um den Gesamtprozess hinsichtlich seiner gesellschaftlichen und wirtschaftlichen Relevanz bewerten zu können, wird dieser durch entsprechenden Input seitens der beteiligten Industriepartner mit etablierten Prozessen vergleichend bewertet.
Prozesskette und Lösungsweg
Vorteilhaft für eine Methanolsynthese-Prozesskette basierend auf Biomasse entsprechend Abb. 1 ist die „biochemische Vergasung“ durch den Prozess der Druckfermentation (AP 1). Dieser liefert das für die nachgeschalteten Prozesse benötigte H/C/O-Verhältnis direkt, da ein Gas mit einem vorteilhaften CH4/CO2-Verhältnis von 3 oder mehr erzeugt werden kann [3]. Dadurch kann auf eine weitere Wasserstoffanreicherung durch eine katalytische Shift-Stufe oder die Zuspeisung von extern erzeugtem Wasserstoff verzichtet werden. Außerdem bietet die Druckfermentation den Vorteil, Produktgas bei 30 bar oder mehr bereit zu stellen, womit eine weitere Nachverdichtung vor den folgenden Prozessschritten u. U. verzichtbar werden kann. Das Produktgas der Druckfermentation wird zunächst entschwefelt und anschließend der Methanreformierung (AP 2) zugeführt, um aus dem Biogas ein geeignetes Synthesegas für die folgende Methanolsynthese zu erzeugen. Hierzu muss ggf. Wasserdampf zugegeben werden, der als Nebenprodukt bei der exothermen Methanolsynthese gewonnen werden kann. Für die Reformierung wird ein Rohrreaktor genutzt, der mit katalytisch imprägnierten metallischen Waben- Körpern bestückt ist. Der Vorteil der Waben-Reaktoren liegt darin, dass das Temperaturprofil für die endotherme Reformierung optimal eingestellt und damit die Reaktoreffizienz deutlich erhöht werden kann. Dies führt vor allem zu einer deutlichen Verringerung der Anzahl an benötigten Reaktionsrohren, was entsprechende Auswirkungen auf die Investitionen hat und daher speziell bei kleinen und mittleren Anlagengrößen von Interesse ist. Der Synthesegasstrom kann zusätzlich durch Aufbereitung und Einkopplung von Industriegasen (AP 3) vergrößert werden, welche z. B. bei Produktionsprozessen an einem Verbundstandort anfallen. Diese müssen zuvor mit speziell auf die Anforderungen zugeschnittenen Aufbereitungsverfahren konditioniert werden, bevor sie einen Beitrag zur Erhöhung der C-Ausnutzung und zur Verminderung des Energieeinsatzes der MeOH Produktion liefern können. Die an die Synthesegaserzeugung und –aufbereitung anschließende Methanolsynthese erfolgt in einem Blasensäulen-Reaktor (AP 4). Blasensäulenreaktoren zeichnen sich durch einen einfachen apparativen Aufbau aus und bieten diverse Vorteile bezüglich effizienter Wärmeabfuhr und Prozesskontrolle, speziell bei exothermen Reaktionen wie der Methanolsynthese [4-6]. Durch das Zusammenwirken von mehreren unabhängigen Partnern aus Wirtschaft und verschiedenen Bereichen der Forschung soll ein direkt umsetzbares Konzept entwickelt werden, das sowohl wirtschaftliche als auch ökologische Aspekte betrachtet und belastbare Daten zum direkten Vergleich der vorgeschlagenen Kette mit etablierten Prozessen liefert. Um möglichst realitätsnahe Aussagen treffen zu können, soll die Prozesskette mit Ihren Varianten für zwei ausgewählte Modellstandorte (dezentral / Umfeld Chemiepark) betrachtet werden, zu denen entsprechende Projektpartner (Zuordnung der Partner auf die jeweiligen AP, siehe Abb. 1) standortspezifische Daten und Praxiserfahrung beisteuern.